吳凱田國強*高森森許小奎曾光
(鄭州航空工業管理學院機械工程學院,河南鄭州,450046)
摘要:以聚對苯二甲酸乙二醇酯-1,4環己烷二甲醇酯(PETG)絲材為對象,研究了層厚、填充密度、填充圖案對PETG制件尺寸精度的影響。通過正交試驗及灰色關聯分析確定了最優工藝參數組合:層厚0.20mm,填充率30%和填充方式為直線。
關鍵詞:熔融沉積成型聚對苯二甲酸乙二醇酯-1,4環己烷二甲醇酯正交試驗精度灰色關聯分析
熔融沉積(FDM)成型是將具有熱熔性絲狀材料加熱至熔化狀態,通過噴嘴依模型輪廓噴擠在工作臺上,逐層堆積成三維實體零件的一種3D打印技術[1-2]。該技術具備成本低、操作簡單方便等特點,已在航空、汽車、生物醫療、文化藝術等領域得到廣泛應用。
FDM成型材料為熱塑性高分子絲材,主要有丙烯腈-丁二烯-苯乙烯共聚物(ABS)、聚乳酸(PLA)兩大類,其制件耐溫性較差,易老化,力學性能衰減明顯。聚對苯二甲酸乙二醇酯-1,4環己烷二甲醇酯(PETG)具有較高的強度、良好加工性以及透光、無毒、環保等優良性能[3]。采用PETG材料進行FDM打印,不僅能克服PLA打印材料的韌性不足問題,還能克服ABS材料打印過程易收縮,打印產品尺寸穩定性不佳等問題[4],已被用于制造機械零件、電子外殼、食品包裝、醫療包裝等產品[5-6]。下面研究了關鍵打印參數對PETG制件成型精度的影響,為PETG制件成型精度的控制提供數據參考。
1試驗部分
1.1原材料
PETG絲材,直徑1.75mm,透明色,深圳拓竹科技有限公司。
1.2儀器及設備
3D打印機,BambuLabP1S,BambuLab深圳拓竹科技有限公司;數顯游標卡尺,K101301型,精度為0.01mm,量程為0~100mm,成都成量工具集團有限公司。
1.3正交試驗設計及試樣制備
設計尺寸50mm×50mm×10mm試件,如圖1所示。
 圖1FDM打印制備的試驗樣件實物
圖1FDM打印制備的試驗樣件實物
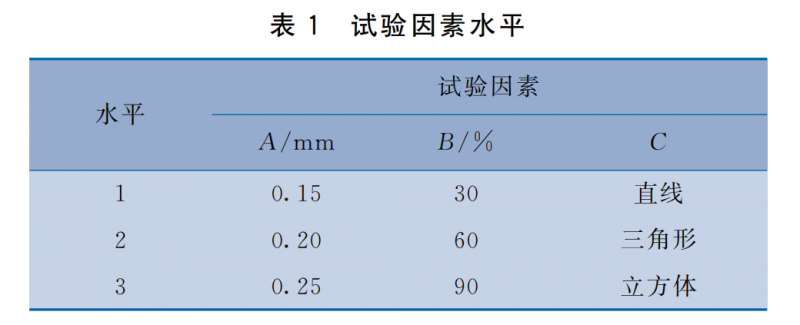
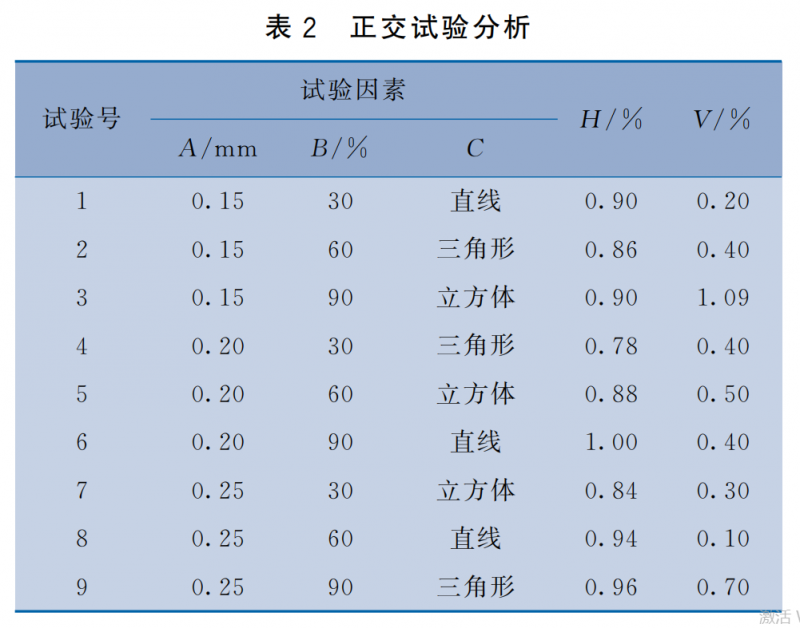
選用了關鍵打印參數層厚(A)、填充密度(B)以及填充圖案(C),并根據其材料特性,確定各因素的水平(如表1所示)。根據參數和水平的設計出正交試驗方案L9(33),如表2所示。
由于打印機中心XY結構,打印制件在X方向和Y方向的成形效果幾乎相同,因此,測量和分析制件尺寸精度時,只考慮兩個成型方向的尺寸即水平方向(H)和垂直方向(V)。測量試件尺寸每個方向均測量四次,取平均值,計算平均值與設計尺寸之差的絕對誤差,再求得絕對誤差占設計尺寸的百分比得到誤差率。
1.4PETG制件制備與檢測
采用優化工藝參數打印PETG制件(螺栓測量器),并進行螺栓規格的區分辨別,檢測優化的FDM工藝參數PETG制件尺寸。
2結果與討論
2.1正交試驗結果
制件尺寸誤差率如表2所示,水平方向和垂直方向誤差率分別由H和V表示。
由表2可知,水平方向上誤差率最小為第4組,誤差率0.78%,水平方向上誤差率最大為第9組,誤差率0.96%;垂直方向上誤差率最小為第8組,誤差率0.10%,而水平方向上誤差率最大為第3組,誤差率1.09%。
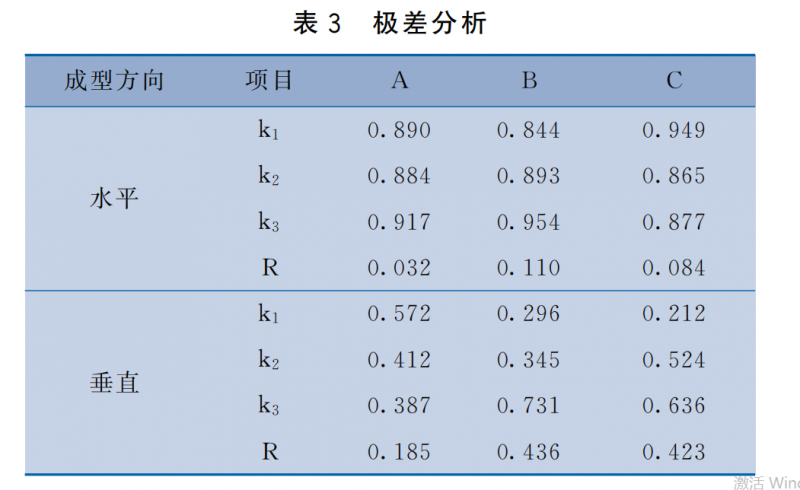
2.2極差分析
水平方向和垂直方向的尺寸誤差率的極差分析結果見表3。表中kj表示因素在j水平時的尺寸誤差率均值,R為極差值。kj值越小,則說明制件精度越高;R越大,因素對制件尺寸精度的影響就越大。
由表3可知,對于制件水平成型方向,最佳打印參數為A2B1C2,即層厚為0.20mm,填充密度為30%,填充圖案為三角形;在垂直成型方向上,最佳打印參數為A3B1C1,即層厚為0.25mm,填充密度為30%,填充圖案為直線。在水平成型方向上,因素A、B、C的極差值分別為0.032,0.110和0.084,即B>C>A,表示三因素對PETG制件水平方向成型的尺寸精度影響大小順序為填充率、填充方式、層厚;在垂直成型方向上,因素A,B,C的極差值分別為0.185,0.436,0.423,B>C>A,與水平方向相同,因素對PETG制件垂直方向成型的尺寸精度影響大小順序為填充率、填充方式、層厚。
2.3灰色關聯綜合分析
PETG制件尺寸精度單個成型方向的評價并不能反映出PETG制件的整體尺寸精度。與一些傳統的統計方法相比,灰色關聯分析不依賴于數據的分布假設,也不需要對數據進行過多的假設檢驗,充分利用白化信息,減少了對數據分布和假設的主觀性假設,更加客觀和直觀,在多項指標參數優化的試驗中得到廣泛應用[7]。本研究引入灰色關聯分析,計算步驟如下:
1)無量綱化處理
無量綱化處理使各個指標都具備相同的量綱或數量級,并采用望小特性公式處理試驗數據。
公式1
式(1)中,xij為生成序列,yij為指標序列。
2)灰色關聯系數
無量綱化處理之后,指標值均被量化為0~1之間,因采用的望小特性,所以選擇0為參考序列,即X0=(x01,x02,…x0i,…,x0n)=(0,0,…,0,…,0)(0≤x0i≤1,1≤i≤n),灰色關聯系數λ計算公式如下:
公式2
式(2)中,Δij=x0j-xij ;ξ為分辨系數,一般取值0.5;Δmin=min{Δij},Δmax=max{Δij}(i=1,2,…,9;j=1,2,3).
3)灰關聯度
灰色關聯系數計算求得之后,灰色關聯度Γ的計算公式如下:

公式3
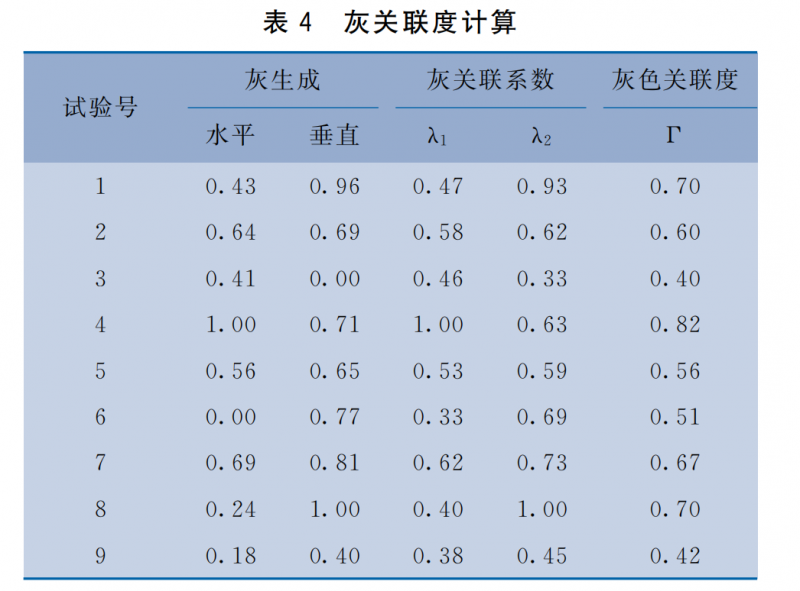
式(3)中,wj為指標的權重系數,一般根據實際問題決定,指標權重系數之和等于1[8],即。此次試驗指標中水平方向和垂直方向的權重系數分別取0.5。
灰色關聯度結果見表4。其中,灰色關聯度越高表明研究對象越接近最優。第4組試驗的灰色關聯度Γ值最大(0.82),說明第4組試驗是9組正交試驗中綜合尺寸精度最優的;第3組試驗的灰色關聯度Γ值最小(0.40),表明其是綜合尺寸精度最差的。
4)灰色關聯分析
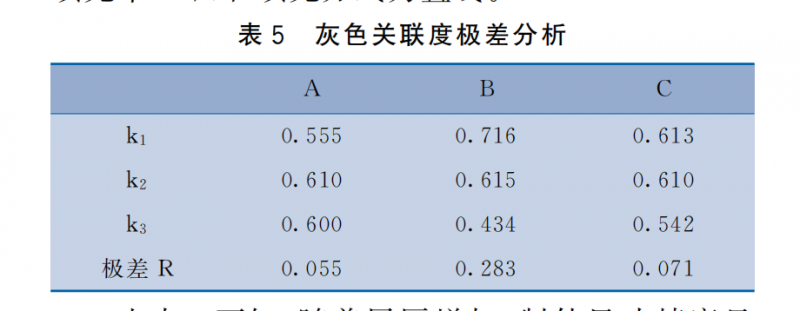
對表4中的灰色關聯度進行極差分析,得到灰色關聯度極差表5,由表5可知灰關聯度極差分析結果得到因素A、B、C的極差值分別為0.055,0.283,0.071,因此各因素對PETG制件綜合尺寸精度的影響主次順序:填充率>填充方式>層厚;最優工藝參數組合為A2B1C1,即層厚0.20mm,填充率30%和填充方式為直線。
由表5可知,隨著層厚增加,制件尺寸精度呈先升高后下降的趨勢,這是由于擠出流量一定時,層厚太小擠出機擠壓出絲材被擠壓得越扁,導致最終制件與設計件尺寸出現偏差;層厚太大,絲材之間粘連會有一定的缺陷,從而使得成型件一些部位精度降低;相比其他層厚,0.20mm層厚可更好地控制制件尺寸精度。隨填充率增加,制件尺寸精度反而呈下降趨勢。這是因為打印環境溫度要高于室溫,填充率越高,制件儲存的熱量越高,制件打印完成后,放置室溫自然冷卻過程中制件發生熱脹冷縮導致。關于填充方式,直線填充和三角形填充對制件尺寸精度影響相似,立方體填充尺寸誤差較大。相同填充率下,立方體填充制件在冷卻過程中,絲材交互更多,其內應力更大,冷卻收縮導致制件尺寸精度更差。
2.4驗證試驗
按照最優工藝參數組合A2B1C1制件,測量結果為水平方向尺寸誤差率0.59%,垂直方向尺寸誤差率0.04%,相較于正交試驗設計中尺寸精度最高的第4組(水平方向尺寸誤差率0.78%,垂直方向尺寸誤差率0.41%),有明顯的改善。
2.5實例制造
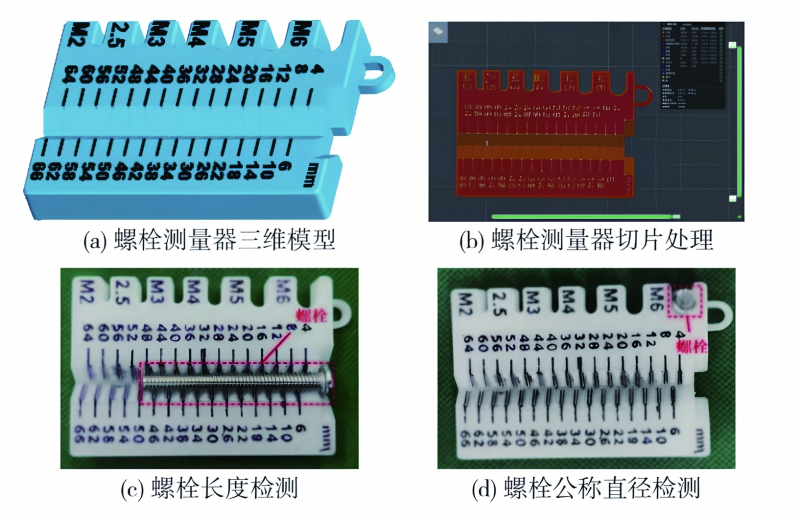
以工業生成中常用的螺栓測量器為對象,進行3D打印(A2B1C1)實例制造與檢測(圖2)。利用3D打印的螺栓測量器,實現了6mm×50mm規格螺栓的螺紋長度和公稱直徑的快速檢驗,從而指導設備裝配過程中螺栓規格的快速區分和辨別。該實例表明,優化FDM打印工藝參數組合具有較好應用價值。
圖2 3D打印的螺栓測量器與檢測
3結論
a)通過正交試驗極差分析得到了層厚A、填充密度B、填充方式C三個因素對PETG制件水平和垂直兩個成型方向上尺寸精度影響主次順序和最優工藝參數。水平方向上影響尺寸精度的主次順序為B>C>A,最優工藝參數組合為A2B1C2;垂直方向上影響尺寸精度的主次順序為B>C>A,最優工藝參數組合為A3B1C1。
b)運用灰色關聯分析法與極差分析結合,確定了三因素對PETG制件綜合尺寸精度影響主次順序為填充率>填充方式>層厚,最優工藝參數組合A2B1C1,即層厚0.20mm、填充率為30%、填充方式為直線。
c)優化工藝參數組合具有較好應用價值。
參考文獻
[1] 李攀 , 陳榮 ,王浩然 ,等 . 基于 FDM 的 PP/GF3D打印材料性 能研究[J] . 現代塑料加工應用 ,2024,36(3) :9-11,26.
[2] 於天鵬 ,江曉澤 . 聚醚醚酮的 FDM工藝參數與結晶行為研究 [J] . 現代塑料加工應用 ,2020,32(3) :23-25.
[3] KUMAR R, SHARMA H , SARAN C, etal. A comparative study on the life cycle assessment of a 3D printed product with PLA, ABS & PETG materials[J] . Procedia CIRP, 2022, 107:15-20.
[4] 喬雯鈺 ,王晨蕾 ,胡浩 . FDM 用 PETG 系列耗材的改性研 究 [J] . 中國塑料 ,2020,34(10) :24-31.
[5] MANUEL J M , DOLORES M R L, ELENA M , et al. Experimental and numerical analysis for the mechanical characterization ofPETG polymers manufactured with FDM technology under pure uniaxial compression stress states for architectural applications. [J] . Polymers, 2020, 12( 10) : 2202-2202.
[6] KUMARESAN R, SAMYKANO M , KADIRGAMA K, et al. Effects of printing parameters on the mechanical characteristics and mathematical modeling of FDM-printed PETG [ J ] . The International Journal of Advanced Manufacturing Technology, 2023, 128(7/8) : 3471-3489.
[7] 白永健, 陳赟,張思,等 .熔融沉積成型3D打印拉絲缺陷的正交試驗研究 [J] . 浙江大學學報(工學版) , 2022, 56(10) : 2093-2103.
[8] 周石林 ,張秀芬 . 尼龍線材 FDM 成型質量優化研究[J] . 塑料 工業 ,2023,51(2) :100-106.

























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...